



對于軸承表面磨損的預防和處理措施
所謂磨損,是指運動副的對偶表面相對運動時工作表面的物質不斷損失或產生殘余變形的過程。磨損過程主要是因對偶表面間的機械作用,有時還加上化學作用而產生。通常這個機械作用是指摩擦的作用,而化學作用常常是指環(huán)境介質和化學物質的侵蝕作用。潤滑脂潤滑時,潤滑脂膜能降低對偶表面的磨損和防止侵蝕性物質進入。
磨損、老化與斷裂是導致機械零件損壞和失效的三個主要原因。只有在磨損開始發(fā)生階段或輕微磨損時的磨合(跑合)可能使表面光滑些。所以,不少機械,例如汽車在投入正常運行前都要進行磨合。一般說,在零件磨損后,往往造成機械精度喪失和效率降低,因而需要更換或進行維修,迫使機械生產率降低。在機械工作中,每年由于磨損而造成的經(jīng)濟損失是十分驚人的。有人估計,世界能源的1/3以上是在各種機械傳遞能量過程中最終以各種形式表現(xiàn)為摩擦損失。由于對偶表面的密損,造成設備損壞,需要更換被磨損的零件,所以
零配件生產總值和所耗用的鋼材量,往往幾乎和主機生產所需的相等。采用包括潤滑脂在內的各種潤滑劑,能大大地減少摩擦損失,降低零配件的磨損和延長機械的使用壽命,從而也可以節(jié)約能源和減少鋼材的大量消耗。
當軸承過熱時,不僅使工件表面質量不良,而且工件耐腐蝕性能也會下降。嚴重過熱時產生粗大晶粒,同時還會使鋼中鐵索重量增加,易造成工件性能惡化。軸承過熱時,有以下處理措施:
A、嚴格控制不銹鋼箱體、法蘭件的鍛造加熱溫度及加熱保溫時間,防止工件出現(xiàn)過熱使工件產生晶粒粗大缺陷。
B、工件在鍛壓生產中,若鍛造比小,終鍛溫度偏高,也易出現(xiàn)粗晶組織缺陷,應使工件的鍛造比合適、充分,終鍛溫度適中。
C、軸承工件熱處理固溶處理溫度不宜過高,保溫時間不宜太長,加熱溫度應不高于1150"C,保溫時間以1-l5min/mm計算為宜。
D、對發(fā)生過熱組織的粗大工件,可采用改鍛細化晶粒方法消除缺陷,防止工件在冷變形時出現(xiàn)橘皮狀表面缺陷,改善工件的表面質量。
為了提高軸承的使用壽命,解決由于軸承可靠性降低而造成的產品質量問題,主要問題在于零件加工過程中清洗不干凈,整機裝配時又混入不少雜質和塵埃。因此要確保產品的質量和可靠性,也必須要求嚴格控制零件的清潔度。
清潔度試驗是通過一定的手段將軸承中的雜質分離出來并測定其污染程度的測試方法。通過實驗室清洗把軸承中的顆粒物轉移到濾膜上,并利用相關的儀器進行掃描分析,根據(jù)顆粒的大小以及分布區(qū)間對于軸承的清潔度做出可靠的評定。
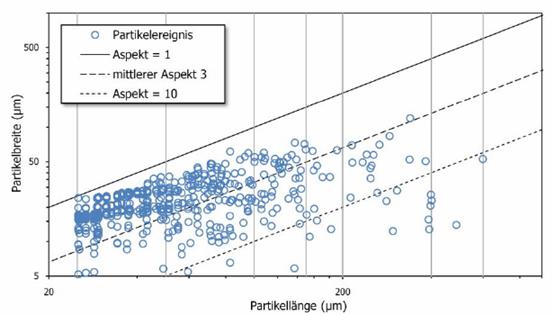
相關儀器

安捷萊顆粒物圖像分析儀
